高周波誘導加熱装置を導入するメリットについて
ベストシステムが解説します
ベストシステムでは全国を対象に神奈川県横浜市で高周波誘導加熱装置の販売を行っており、必要に応じてオーダーメイドでの設計・製作も
手掛けています。こちらでは、高周波誘導加熱装置を導入するメリットについて解説します。ベストシステムが扱う製品や導入事例については、
各詳細ページをご覧ください。
高周波誘導加熱装置で
誘導加熱を行うメリット
1.自己発熱なので熱効率がよい
高周波誘導加熱装置を使った加熱ではワークそのものが発熱するため、間接加熱よりも熱損失が少なくなります。また、予熱も必要ないため作業効率アップにもつながります。
2.急速加熱ができるので酸化が極めて少ない
加熱状態のワークが長時間空気に触れていると、酸化が進み着色や強度などに影響を及ぼします。高周波誘導加熱装置ではワークの急速加熱ができるため、作業効率が上がるだけでなく酸化を抑えることが可能です。

3.局部加熱が可能
加熱する箇所や範囲を細かく設定した局部加熱が可能なので、省エネルギー化によるコストダウンにつながります。また、コイルの設計によってあらゆる形状、大きさのワークに対応できるのもメリットです。
4.周波数の設定により
硬化層深さの
調整が自由
周波数を調整することで、ワークに通る熱の深さを自由に設定できます。厚いワークや深部までの加熱が必要な場合は低い周波数、小さい部品や浅く加熱をする場合は高い周波数に設定します。

5.加熱のON・OFFが自由に設定でき
自動化も容易
高周波誘導加熱装置を使った加熱は、急速かつ安定した加熱が可能です。また、予熱なども必要ないためON・OFFなどの制御が簡単なため、オートメーション化にも取り入れやすくなります。
6.快適な作業環境をたもてる
火を使わず局部加熱ができるため、室内の温度上昇を抑え作業環境を快適な状態に保つことが可能です。

7.クリーン加熱ができる
火を使わないため、スス、排ガス、二酸化炭素の排出を抑えたクリーンな加熱ができます。作業場の衛生を保つとともに、環境保全にもつながります。
8.均熱加熱ができる
ワーク自体が内部から一様に発熱するため、均一な加熱をしやすくなります。また、供給電力量の制御によって温度の制御がしやすいのも大きなメリットです。
9.小型・軽量で小スペース設置が可能
局部加熱が可能な高周波誘導加熱装置は、小型・軽量な製品も多いため省スペースでの設置が可能です。作業場の安全性や快適性、作業効率の向上などが期待できます。
10.周囲が高温にならない
高周波誘導加熱装置では、局部加熱ができ全体を高熱にすることなく作業が可能です。また、ワーク自体が発熱するためコイルが熱くならないのもメリットの一つです。
11.加熱精度が上げられる
高周波出力などの制御がしやすいため、高精度な作業を簡単に行うことができます。

12.化学反応を抑えられる
炉などでワークを加熱する際、長時間空気に触れることで酸化が進み、スケールの付着といった化学反応が発生します。高周波誘導加熱装置による加熱ではワーク自体が発熱するため、化学反応を抑えることが可能です。

13.低温~高温までの昇温が可能
高周波誘導加熱装置では、周波数や供給電力量によって加熱温度を調整できます。高温にする場合は3000℃ほどまで上げることが可能です。
14.操作性がよい
ON・OFFだけの操作で使用できたりタッチパネルや外部機器から制御ができたりするため、熟練作業は必要ありません。熟練した技術がなくてもワークの加熱が可能です。

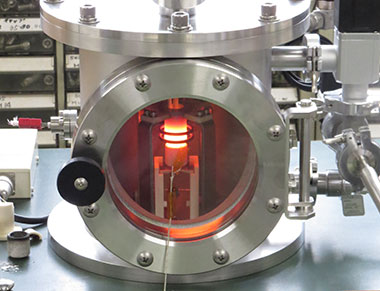
15.雰囲気中、真空中の加熱が容易
真空や不活性ガス雰囲気中での加熱も可能です。大気中加熱と違い、酸化スケール等が発生しないため、後工程でのスケール除去作業等の削減や品質の向上が期待できます。
16.どのような金属でも加熱が可能
炉などでは加熱が難しい金属でも、高周波誘導加熱装置であれば3000℃ほどまで昇温が可能です。あらゆる金属に対応できるのも高周波誘導加熱装置の大きな強みです。

17.カーボン材 シリコン材の
加熱が可能
高周波誘導加熱装置は、多くの場合、金属や導電性材料の加熱に使用されますが、カーボンやシリコン結晶体なども加熱が可能です。これにより直接加熱が出来ないワークでも間接的に加熱できる様になり幅広いワークの加熱ができるようになります。